Siamo ormai abituati a vedere gli impianti di distillazione in rame, quel colore caldo così caratteristico, che colpisce ogni anno i milioni di turisti in visita nelle distillerie di tutto il mondo. Ma l’utilizzo del rame ha qualche conseguenza sulle proprietà organolettiche di un distillato? In questo articolo cercheremo di analizzare prove scientifiche ed esempi empirici che daranno una risposta a questa domanda.
Vedremo come la composizione dell’alambicco influenzi la qualità del distillato e analizzeremo alcuni concetti chiave come il controllo del contenuto di zolfo, il tutto da un punto di vista tecnico che possa essere utile dalla prospettiva un mastro distillatore.
Index
- La storia dell’alambicco in rame
- L’impatto del rame sul distillato
- I composti dello zolfo nei distillati da rame
- Le implicazioni del rame nei vari processi della distillazione
La storia dell’alambicco in rame
Dobbiamo al mondo arabo – precisamente al Medio Oriente - i primi alambicchi: si trattava di dispositivi relativamente piccoli, costruiti in vetro o terracotta e privi di qualsivoglia dispositivo di raffreddamento.
Originariamente questi alambicchi venivano riscaldati direttamente da fuochi di legna o carbone, e solo in epoca medievale da acqua bollente o vapore.
Il rame si impose solo successivamente come materiale principe nella distillazione, dal momento che presentava molti vantaggi di malleabilità, durata e conducibilità termica, rispetto ad altri materiali.
Gli alambicchi in rame dimostrarono molto presto una serie di altri vantaggi:
- potevano essere realizzati in un'ampia gamma di forme e dimensioni
- potevano sopportare diversi anni di utilizzo
- non si rompevano se riscaldati direttamente
- davano luogo a una distillazione più uniforme
- minimizzavano eventuali scottature del prodotto.
L’impatto del rame sul distillato
Già nel XIX secolo era noto che un alambicco in rame dava generalmente un distillato di proprietà organolettiche superiori rispetto agli alambicchi d’acciaio.
Se vogliamo isolare la causa di questa differenza organolettica potremmo menzionare la capacità del rame di rimuovere dal distillato alcuni composti organosolforati volatili di odore sgradevole.
Oggi l’uso di rame nella costruzione di apparecchiature per la distillazione è riconosciuto come un importante fattore per la regolazione del contenuto di zolfo dei distillati. Lo zolfo può avere un impatto significativo perché molti suoi composti hanno un'elevata concentrazione, a fronte di una soglia olfattiva molto bassa.
I composti dello zolfo nei distillati da rame
Alcuni composti dello zolfo hanno aromi che generalmente percepiamo come negativi, sia nei fermentati sia nei distillati, altri invece sono più piacevoli.
Ecco un elenco dei principali composti:
- Acido solfidrico (H2S): ha una bassa soglia di rilevabilità all'esame organolettico (pochi microgrammi/litro), presenta un aroma di fiammiferi bruciati e uova marce ed è abbastanza volatile. Buona parte dell’acido solfidrico viene sfiatata all'atmosfera, ma spesso non abbastanza. Il suo eccesso è un problema tipico di distillati di vino, che si presenta soprattutto se le vigne sono state trattate con composti sulfurei antifungini, ma anche a causa di certi ceppi di lieviti. La presenza di ossigeno nelle botti permette di ridurre il contenuto di H2S, e viceversa la presenza di H2S è sintomo di scarse prestazioni fermentative;
- Anidride solforosa (SO2)
- Dimetilsolfuro (DMS): il suo odore ricorda il mais cotto in scatola, infatti uno dei nomi più comuni con cui è noto è sweet corn (mais dolce), ma anche cooked cabbage (cavolo cotto), tomato (pomodoro), shellfish (frutti di mare), oyster-like (simile a ostriche). Si forma naturalmente da dei precursori presenti nel malto. È un composto volatile ed è facile liberarlo in atmosfera durante la distillazione;
- Dimetildisolfuro (DMDS)
- Dimetiltrisolfuro (DMTS): dal caratteristico aroma di cipolla e di vegetali troppo cotti, è un composto volatile. Tipicamente presente in basse concentrazioni nel malt whisky, a causa della sua alta volatilità compare nelle teste e all'inizio del cuore. Ha una soglia di rilevabilità olfattiva molto basa, pari a 33 ppt in alcol 20% ABV;
A livello organolettico, Dimetildisolfuro e Dimetiltrisolfuro sono molto facili da percepire. La loro concentrazione aumenta durante il processo di distillazione ed è favorita da temperature elevate e tempi di distillazione lunghi.
Il rame qui fa la differenza: è stato osservato infatti che, in presenza di rame, l’acido solfidrico, il metantiolo e l’etantiolo reagiscono a formare di- e trisolfuri, mentre in assenza di rame queste reazioni non avvengono:
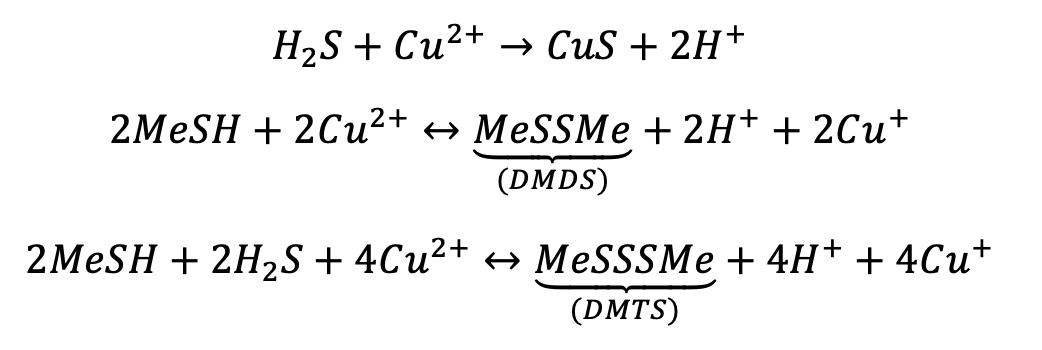
La reazione di conversione dell’acido solfidrico è particolarmente importante nella rimozione dei composti solforati: l’acido solfidrico infatti reagisce con le pareti di rame dell’alambicco producendo solfato di rame (CuS). Si formano così dei depositi sul fondo di ammostatori (mash tun), alambicchi discontinui e colonne di distillazione.

Le implicazioni del rame nei vari processi della distillazione
Durante la distillazione, il rame di cui le varie parti di alambicchi e colonne sono composte è esposto a liquidi e vapori di varia composizione e temperatura. I meccanismi che determinano la rimozione dei composti solforati in alcune parti delle apparecchiature di rame sono ancora oggetto di studio e non sono oggi completamente noti.
Ci sono degli studi da cui partire per effettuare alcune considerazioni, il più celebre dei quali è stato pubblicato da Harrison et al.1
Questo genere di studi potrebbe dare delle indicazioni utilissime ai distillatori, che saprebbero finalmente correggere alcuni difetti del distillato e manipolarne le caratteristiche organolettiche alterando la durata e le modalità del contatto con il rame, ad esempio.
Quel che sappiamo è l’impatto diverso che hanno - sulle caratteristiche organolettiche del prodotto – le diverse forme dei condensatori, nonché l’uso del rame al posto dell’acciaio inossidabile. Ad esempio, un condensatore a serpentino offre un minor contatto tra vapori alcolici e rame rispetto ad un condensatore a fascio tubiero, producendo un condensato con più caratteristiche organolettiche sulfuree - la qual cosa, va ricordato, non è necessariamente negativa.
Oppure, il carattere sulfureo del distillato aumenta al diminuire della temperatura dell’acqua di raffreddamento, e quindi con l’aumento della velocità di condensazione.
A conclusione possiamo dire che, sebbene ci siano ancora vari punti di domanda in merito al vero impatto del rame sulla qualità dei distillati, abbiamo già un discreto numero di certezze. In questo articolo abbiamo visto come, in presenza di un buon mastro distillatore, a livello chimico la presenza del rame abbia una reale implicazione nelle caratteristiche organolettiche del prodotto finale. Chiaramente, la presenza del rame va abbinata anche a una buona tecnologia e una progettazione che rispetti le varie ricette produttive.
Vuoi scoprire di più sui nostri impianti di distillazione in rame? Clicca qui
1. Harrison B, Fagnen O, Jack F, Brosnan J. (2011) The impact of copper in different parts of malt whisky pot stills on new make spirit composition and aroma. J Inst Brew 117(1), 106-112